Do you want to save money by not having to replace garments damaged by high heat or dye-migration? Do you run into problems daily printing on heat sensitive materials? Would you like an all in one product that can print on both polyester, cotton, and 50%/50% without adding additives?
If the answer is yes, I suggest you switch to or try Fusion 180° Ink. Taking the time to learn to print with Fusion 180° ink and mastering the technique will enable you to print on virtually all fabrics.
Who developed Fusion 180° Ink? Hac Kang, who has been manufacturing ink since 1990, developed a solution to all of your screen-printing problems with dedication and determination. After two years of testing and modification through physics and chemistry, he perfected an ink that cures at a low temperature and works on all substrates.
What is our PVC version of Fusion 180° Ink? Our PVC Version is our oil-based ink that is not water-soluble. This is the ink that we offer on our shop.
Quick Tips:
Soft, Flexible, and Easy to use Ink
The ink cures at 260°F for 40 seconds or can be cured with a flash at 450°F for 4 seconds
Mesh Range is 86/inch to 305/inch printable without viscosity modification
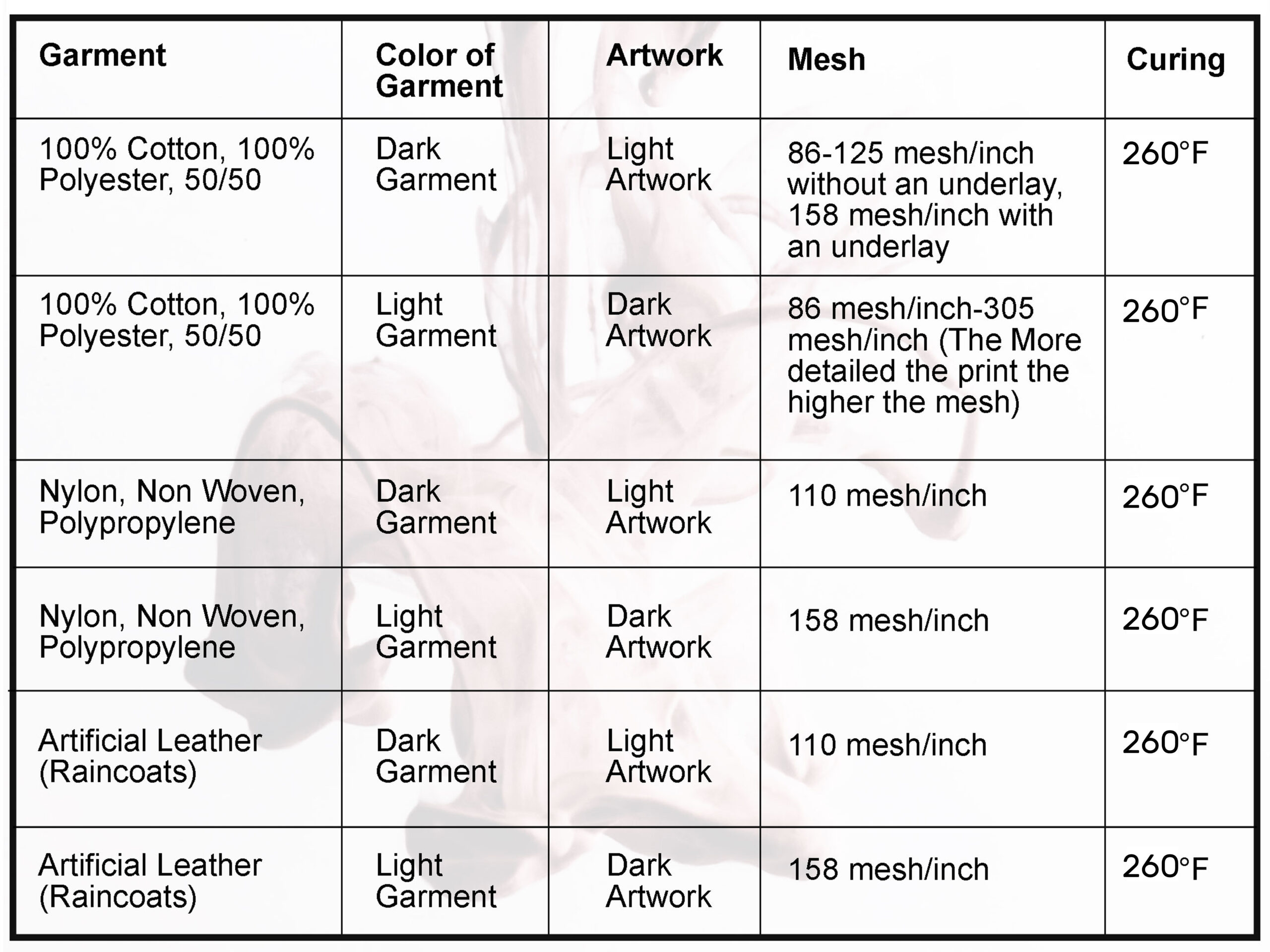
Selection of proper mesh and curing temperature depends on the garment, color of garment, ink deposit, artwork, and desired effect.
Step 1: Start with High Quality artwork.
In order to create a high quality print you need to start out with excellent artwork that is high-resolution. This will enable you to print a clear and vivid image on any garment. For Fusion 180° Ink in particular, you need to make sure that your dots are not too tiny, lines are not too slim, and that you have completed the color separation process. You will need to print your high resolution, dark image onto a clear film.
Step 2: Set up Your Screen
Coat Screen. Coat the screen with emulsion in a dark area. Keep the screen out of the light while the emulsion is drying.
Burn Screen. Place clear tape on the film outside of the screen. Make sure the film is right side down. Locations vary due to placement onto the garment. Expose emulsion by placing the screen in direct light or exposure unit.
Rinse. After the emulsion has been exposed, remove the film and rinse out the emulsion. Lastly, set the screen aside to dry.
Tape up Screen. To prevent the ink from running into edges of the screen split tape tape works best. You also need to check the screen for specs where emulsion was not washed out properly. This is also known as pin holding.
Set up Screen. Line up the screen to the press in the center and screw the screen in.
Step 3: Select the Proper Mesh
You can use from a low mesh count to a high mesh count when printing with Fusion 180° Ink. The mesh range is from 86/inch to 305/inch printable without viscosity modification. Choosing the proper mesh depends on the garment, color of the garment, ink deposit, artwork, and the desired effect.
Quick Tips:
The more detailed the print the higher the mesh.
The more ink deposit the higher the curing temperature
Step 4: Set up Your Printing Press
Spread Fusion 180° ink across your screen below the image. Take a squeegee to pull the ink through the screen. Your squeegee should about an 80° to 85° angle facing towards you for best results. A test pull is essential to check for any discrepancies.
Quick Tips
Pallets and Print Heads are sturdy
Blades, Screens, and Pallets are level and parallel
2 Inch space from the design edge to the edge of the pallet
Off-Contact should be set to 1/8 of an inch
Step 5: Flash
The ink gels at a low flash temperature for easy use with multi-color printing. The ink does not require a catalyst and does not build up on the screen. Test all fabrics before mass production.
Step 6: Curing
The ink cures at 260°F for 40 seconds or at 450°F for 4 seconds with a flash. Lowering the temperature of your dryer enables you to print on virtually all fabrics including heat sensitive materials. The ink can print on 100% polyester and cotton, soft vinyl material substrate acrylic, polypropylene, non woven, artificial leather, nylon (polyamide), and 50% polyester/50% cotton. The ink is properly cured when the ink doesn’t crack when stretching the fabric. You can also cure the ink at regular dryer temperature at maximum belt speed to print on fabrics that are not heat sensitive.
Step 7: Clean up
You may no longer need ink cleaners made with petrochemicals such as blended solvents. To clean the ink you need 5% laundry detergent, 1% to 3% water neutralizer, and 92% water. You can purchase our ink cleaner here.
Step 8: Storage
Store at cool room temperature below 90°F. This series ink may be crystalized below 40°F. If this happens, increase ink temperature up to 70° F to 80° F by the slow mixing friction.
Step 9: Maintenance
Low cure ink can bind up in the screen when the pallet is too hot, if you leave the ink in the screen overnight, or if the screen was recently flashed. In order to clear the screen you need to spray reducer into the effected area, flood the screen with ink, and push the ink through the screen with a squeegee onto test print until the area is cleared. All plasticizers (PVC Flexibiser) are a mixture of Alcohol and other materials. If the container of ink is opened , viscosity of the ink would be increased due to the evaporation of alcohol. Therefore, the ink container should be covered with a lid.
Step 10: Practice makes Perfect
Practice is essential in order to perfect using Fusion 180° Ink. Our ink will change screen printing for everyone in the industry, as you will now be able to use one formula to print on virtually all fabrics. Fusion 180° Ink has many benefits as well. Please view our Technical Information page to see how switching to Fusion 180° ink will benefit you.